
- Інформаційні дані
- 1. Типи і основні розміри
- 3. Приймання
- 4. Методи випробувань
- 5. Транспортування і зберігання
- Додаток 1 (обов'язковий). Розміри профілю зубів в нормальному і осьовому перетинах
- Додаток 2 (рекомендований). Розрахункові розміри і призначення фрез
- Додаток 4 (обов'язковий). Відповідність цього стандарту стандарту ІСО 2490-95
ГОСТ 9324-80 Група Г23
Державний стандарт союзу РСР Фрези черв'ячні чистові однозахідні для циліндричних зубчастих коліс з евольвентним профілем. Технічні умови Finishing single-start hobbing cutters for cylindrical involute gears. Specifications ОКП 39 1814. Дата введення 1982-01-01
Інформаційні дані
1. Розроблено та внесено Міністерством верстатобудівної та інструментальної промисловості СРСР Виконавці А.Н.Шевченко, М.Ф.Бокгольд, Л.Л.Белоусова 2. Затверджено і введено в дію Постановою Державного комітету СРСР по стандартах від 29.10.80 N 5197 3. термін перевірки - 1992 р періодичність перевірки - 5 років 4. Стандарт повністю відповідає СТ РЕВ 1795-79. 5. Натомість ГОСТ 9324-60 6. Довідкові нормативно-технічні документи
Позначення НТД, на який дано посилання Номер пункту, додатки ГОСТ 8.051-81 4,8 ГОСТ 659-89 4,1 ГОСТ 1050-88 4,2 ГОСТ 1643-81 Додаток 2 ГОСТ 9013-59 4,11 ГОСТ 9378-93 4 , 12 ГОСТ 9472-90 2,8 ГОСТ 9847-79 4,12 ГОСТ 13755-81 Вступна частина ГОСТ 17336-80 4,8 ГОСТ 18065-91 4,1 ГОСТ 18088-83 2.17; 5.1 ГОСТ 19265-73 2,2 ГОСТ 19300-86 4,12 ГОСТ 20799-88 4,4 ГОСТ 23677-79 4,11 ГОСТ 23726-79 3,1 ГОСТ 24643-81 2,9 ГОСТ 25706-83 4.12; 4.13 7. Постановою Держстандарту від 19.11.91 N 1758 знято обмеження терміну дії 8. Перевидання (березень 1996 г.) з Змінами N 1, 2, затвердженими в червні 1987 р в листопаді 1991 року (ІКС 10-87, 2 -92) Справжній стандарт поширюється на чистові черв'ячні фрези для обробки зубчастих коліс з евольвентним профілем з вихідним контуром по ГОСТ 13755. Вимоги стандарту в частині разд.1, 2, 4, 5 і п.3.2 є обов'язковими, інші вимоги - рекомендованими. (Змінена редакція, Зм. N 2).
1. Типи і основні розміри
1.1. Фрези повинні виготовлятися типів: 1 - цільні прецизійні модулів 1-10 мм класу точності ААА; 2 - цільні модулів 1-14 мм класів точності АА, А, В, С і D; модулів 16-20 мм класів точності АА і А; 3 - збірні модулів 8-25 класів точності А, В, С і D. Фрези всіх типів повинні виготовлятися правозаходнимі і левозаходнимі. (Змінена редакція, Зм. N 2). 1.2. Фрези типу 2 модулів 1-10 мм повинні виготовлятися двох виконань: 1 - нормальної довжини, 2 - збільшеної довжини. Фрези типу 2 модулів 11-20 мм повинні виготовлятися нормальної довжини. Фрези типу 3 модулів 10-25 мм повинні виготовлятися двох виконань: 1 - нормальних габаритів (da0; d; L). 2 - зменшених габаритів (da0; d; L). Фрези типу 3 модулів 8 і 9 мм повинні виготовлятися нормальних габаритів. 1.3. Фрези класів точності ААА, АА і А повинні виготовлятися з модифікацією профілю зубів або без модифікації (див. Додаток 1). 1.4. Основні розміри фрез повинні відповідати зазначеним на кресленні та у табл. 1-3. Примітка. У табл.1-3 фрези по 1-му ряду модулів є кращими для застосування.
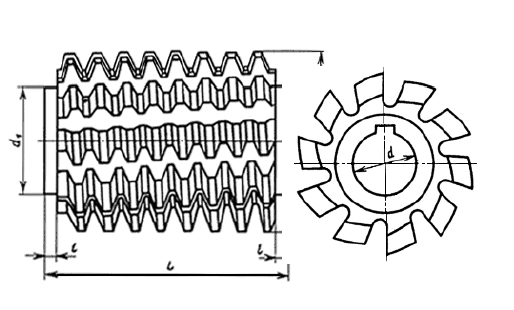
1.5. Передній кут фрез - 0 °, задній кут - 9-12 °. 1.3-1.5. (Змінена редакція, Зм. N 1, 2). 1.6. Допускається виготовляти цільні фрези зі збільшеною довжиною l одного буртика. 1.7. Розміри профілю зубів фрез вказані в додатку 1. 1.8. Розрахункові розміри і призначення фрез вказані в додатку 2.
2.1. Фрези повинні виготовлятися відповідно до вимог даного стандарту за робочими кресленнями, затвердженими в установленому порядку. 2.2. Цілісні фрези і зубчасті рейки до збірних фрез повинні виготовлятися зі швидкорізальної сталі по ГОСТ 19265. Допускається виготовляти фрези з інших марок швидкорізальної сталі, що забезпечують стійкість фрез відповідно до вимог цього стандарту. 2.3. Твердість фрез типів 1 і 2 і рейок фрез типу 3-63 ... 66 HRC3. Для фрез, виготовлених зі швидкорізальної сталі з вмістом ванадію 3% і більше і кобальту 5% і більше, твердість повинна бути 64 ... 66 HRC3. У фрез типу 3 твердість поверхні посадкового отвору і торців повинна бути не менше 37 ... 40 HRC3. 2.4. На всіх поверхнях фрез не повинно бути тріщин, задирок і слідів корозії; на шліфованих поверхнях не повинно бути забоїн і викришених місць. 2.5. Шліфування частина зубів фрез, що забезпечує необхідну точність профілю, повинна бути не менше 1/2 довжини зуба, вважаючи за окружності вершин зубів, - для фрез модулів до 4 мм; і 1/3 довжини зуба - для фрез модулів понад 4 мм. 2.4, 2.5. (Змінена редакція, Зм. N 2). 2.6. Параметри шорсткості поверхонь фрез повинні бути не більше величин, зазначених в табл.4. (Змінена редакція, Зм. N 1). 2.7. Неповні витки повинні бути притуплені з таким розрахунком, щоб товщина верхньої частини зуба по всій його довжині була не менше 0,5 модуля. 2.8. Шпонковий паз - по ГОСТ 9472. Допускається виготовляти шпонковий паз по ширині з полем допуску B12, по висоті C1-H14. (Змінена редакція, Зм. N 1, 2). 2.9. Допуск симетричності шпонкового паза в Радіусна вираженні щодо осі посадочного отвору по 12-й ступеня точності ГОСТ 24643. Допуск залежний. 2.10. Граничні відхилення по зовнішньому діаметру фрез типу 3 - по h17; граничні відхилення розмірів з невказаними допусками: h16, H16, ± (t3frasl; 2). 2.11. Допуски і граничні відхилення перевіряються параметрів фрез не повинні перевищувати величин, зазначених в табл.5. 2.8-2.11. (Змінена редакція, Зм. N 1).
Тип 1
Таблиця 1
(Img) Розміри в мм
Примітка. Допускається виготовляти фрези типів 1 і 2 з діаметром вершин зубів da0 = 70 мм; замість da0 = 71 мм.
Приклад умовного позначення фрези типу 1, правозаходной, модулем m0 = 6 мм з модифікацією, класу точності АА: Фреза 2510-4098 АА ГОСТ 9324-80
Тип 2
Таблиця 2(Img) Розміри в мм
* Розміри фрез, відповідні ІСО 2490-75 (див. Додаток 4). Примітка. Фрези типів 2 і 3 допускається виготовляти: а) з збірними конусом,
б) з гніздами під торцеві шпонки і збільшеною шириною буртика, в) фрези типу 2 модулем m0 = 14 мм - діаметром da0 = 185 мм. (Змінена редакція, Зм. N 2). Приклад умовного позначення фрези типу 2, левозаходной без модифікації, виконання 1, модуль dm0 = 6 мм, класу точності В: Фреза 2510-4202 В ГОСТ 9324-80
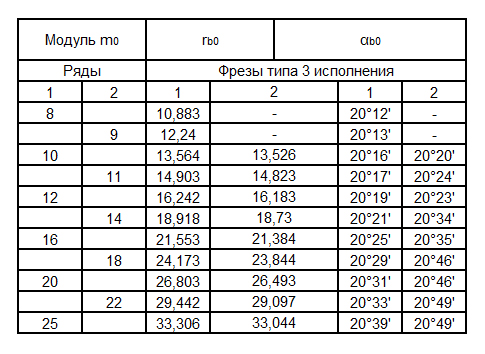
Тип 3
Таблиця 3
(Img) Розміри в мм
Примітка. Фрези типу 3 виготовляються з прямими осьовими стружковими канавками.
Приклад умовного позначення фрези типу 3, левозаходной, виконання 2, модулем m0 = 22 мм, класу точності C: Фреза 2510-4408 З ГОСТ 9324-80
Таблиця 4
(Img) Таблиця 5 (Img)
Примітки: 1. Граничне відхилення посадкового отвору повинно бути витримано на 60% довжини кожного посадкового паска. У зоні паза на центральному куті, що не перевищує по 25 ° від осі симетрії в обидві сторони, допускається розбивка отвори для фрез з поздовжнім шпонковим пазом або збільшення торцевого биття буртиков для фрез з торцевим пазом. 2. Контроль фрез класів точності В і С має здійснюватися за однією з трьох груп перевірок: 1-я група fd; fy; ft; frda; fγ; fuo або FP0; Fx; Ts0; FPb10; FPb0; 2-я група fd; fy; ft; frda; fγ; fuo або FP0; Fx; Ts0; ff0; fh10; fh0; fh30; 3-тя група fd; fy; ft; frda; fγ; fuo або FP0; Fx; Ts0; ff0; fPx0; fPx03. Контроль фрез класів точності ААА, АА і А повинен проводитися по 1-й або 2-ї груп перевірок, класу D - по 3-й групі перевірок. 3. За згодою зі споживачем дозволяється виготовляти фрези класу точності А модулем до 6 мм з допускаються радіальним биттям буртиков, збільшеним на 20% від встановленого; фрези класів точності А і В модулем до 16 мм - з допускаються торцевих биттям буртиком, збільшеним на 25% від встановленого.
2.12. Середній і 95% -ний періоди стійкості черв'ячних фрез повинні бути не менше значень, зазначених в табл.6, за умов випробувань, наведених в разд.4.
Таблиця 6 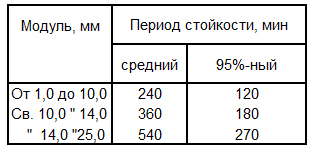
(Змінена редакція, Зм. N 2).
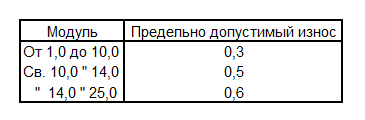
2.13. Критерієм затуплення слід вважати знос по задній поверхні, який не повинен перевищувати значень, зазначених в табл.7. Таблиця 7 У мм
2.14. На торцях кожної фрези повинні бути чітко нанесені: товарний знак підприємства-виготовлювача; для фрез класів точності ААА, АА і А останні чотири цифри позначення; модуль; кут профілю; позначення класу точності; кут підйому витка; хід гвинтовий стружкової канавки; буква Л - (для левозаходних фрез); Марка сталі; допускаються букви HSS, а для марок сталі, що містять кобальт, - HSS - З; рік випуску.
2.15. Кожна фреза класів точності ААА, АА і А повинна мати паспорт із зазначенням всіх відхилень від номінальних розмірів, що входять в групу перевірок. За погодженням із споживачем допускається для фрез класу точності А паспорт не докладати. 2.14, 2.15. (Змінена редакція, Зм. N 2). 2.16. (Виключено, Змін. N 2).
2.17. Інші вимоги до маркування та упаковки - по ГОСТ 18088. 2.12-2.17. (Введено додатково, Змін. N 1).
3. Приймання
3.1. Приймання - по ГОСТ 23726. 3.2. Випробування на середній період стійкості проводять один раз в три роки, на 95% -ний період стійкості - один раз в два роки, не менше ніж на трьох фрезах. (Змінена редакція, Зм. N 2).
4. Методи випробувань
4.1. Випробування фрез повинні проводитися на зубофрезерних верстатах, що відповідають установленим для них нормам точності по ГОСТ 659 і ГОСТ 18065. 4.2. Фрези слід розглядати на заготовках з стали марки 45 по ГОСТ 1050 твердістю 170 ... 197 HB з шириною зубчастого вінця не менше 20 мм і числом нарізаються зубів не менше 40. 4.3. Фрези модулем від 1 до 4 мм відчувають при чистовому нарізуванні заготовок на повну глибину зуба t = 2,25 m. Фрези модулем понад 4 мм відчувають при багатопрохідному зубофрезерования; перший прохід виробляють на глибину t = m, при кожному наступному проході припуск по товщині зуба повинен становити 0,5-1,0 мм на сторону. 4.4. Як мастильно-охолоджувальної рідини слід застосовувати масло індустріальне 20А по ГОСТ 20799 з витратою не менше 40 л / хв. 4.5. Випробування на середній і 95% -ний періоди стійкості і працездатність слід проводити на режимах, зазначених у табл.8. Швидкість різання фрез, виготовлених із сталей, легованих кобальтом, повинна бути на 20% вище значень, зазначених в табл.8. 4.6. Випробування фрез на працездатність слід проводити протягом 10 хв для модуля до 14 мм і 15 хв - для модулів більше 14 мм. Після випробувань фреза не повинна мати викришених і зім'ятих різальних крайок і повинна бути придатна для подальшої роботи. 4.7. Випробування на середній і 95% -ний періоди стійкості слід проводити на одному типорозмірі фрез найменшого модуля з кожного діапазону модулів, зазначених в табл.6, з урахуванням номенклатури, що випускається підприємством-виробником. Випробування фрез модулем св. 14 мм на встановлений період стійкості не проводять.
Таблиця 8 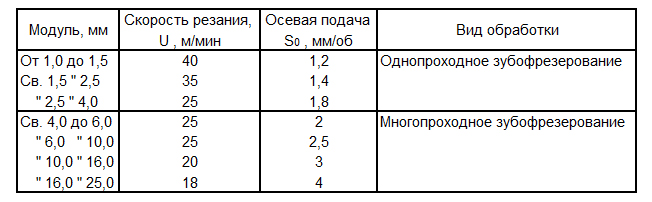
Приймальні значення середнього і встановленого періодів стійкості повинні бути не менше зазначених у табл.9.
Таблиця 9 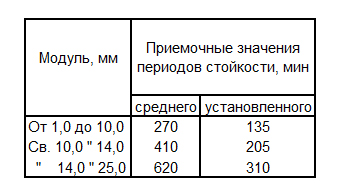
4.5, 4.7. (Змінена редакція, Зм. N 2). 4.8. Параметри фрез повинні контролюватися засобами вимірювання, які повинні мати похибку не більше: при вимірюванні лінійних розмірів - значень, встановлених по ГОСТ 8.051; при контролі за п.2.11 параметрів 2-9 і 13-17 - значень, встановлених по ГОСТ 17336. 4.9. Параметри 14-17 табл.5 повинні контролюватися на повних витках. Для фрез типу 3 допускається контролювати параметр 15 на двох оборотах з відповідним зменшенням значення допустимого відхилення до (fh30 + fh0) / 2. 4.10. Відхилення профілю зубів фрез класів точності ААА, АА і А повинні контролюватися по ріжучої кромці в перерізі, дотичному до основного циліндру радіуса rbo, або як відхилення від теоретично точного зачеплення при контакті фрези з вихідної рейкою, роль якої виконує циліндричний наконечник вимірювального приладу. Розрахункові значення радіуса основного циліндра rbo і кута нахилу в цьому перерізі αbo в табл.3, 4 рекомендованого додатка 2. Відхилення профілю фрези допускається контролювати по бічній затилованние поверхні, відступаючи 1 мм від ріжучої кромки. 4.11. Твердість фрез контролюють по ГОСТ 9013 на приладах типу ТР по ГОСТ 23677. 4.12. Параметри шорсткості поверхонь фрез повинні контролюватися: Rz - на приладах типу ПСС по ГОСТ 9847, Ra - на профілометри по ГОСТ 19300. Допускається перевіряти параметри шорсткості шляхом порівняння з контрольними зразками, поверхні яких мають граничні значення параметрів шорсткості, або зі зразками шорсткості поверхні по ГОСТ 9378. Порівняння проводять візуально за допомогою лупи ЛП-1-4 по ГОСТ 25706. 4.13. Зовнішній вигляд фрез перевіряють візуально за допомогою лупи ЛП-1-4x по ГОСТ 25706.
5. Транспортування і зберігання
5.1. Транспортування і зберігання - по ГОСТ 18088. Разд.3-5. (Змінена редакція, Зм. N 1). Разд.6. (Виключено, Змін. N 1).
Додаток 1 (обов'язковий). Розміри профілю зубів в нормальному і осьовому перетинах
Додаток 1 Обов'язковий 1. Профіль зубів фрез виготовляється виконань: без модифікації профілю (рисунок 1); з модифікацією профілю для фрез класів точності ААА, АА і А (рисунок 2). 2. Розміри профілю зубів фрези в нормальному перетині повинні відповідати зазначеним на рис. 1-2 і в табл.1.
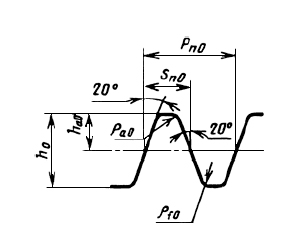 рисунок 1
рисунок 1
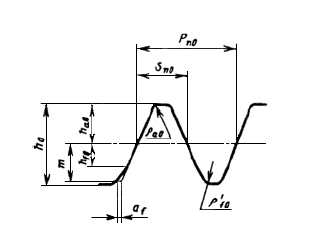 рисунок 2
рисунок 2
Таблиця 1 Додатки
(Img) Розміри в мм
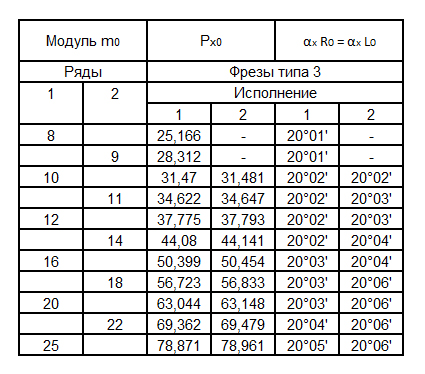
Примітка. Фрези з модифікацією профілю виготовляються на замовлення споживача. 3. Розміри профілю зубів в осьовому перерізі повинні відповідати зазначеним на черт.3 і в табл. 2-3. 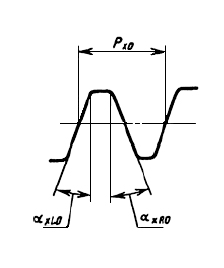 Черт.3
Черт.3
(Img) Розміри в мм
Примітки: 1. Значення кутів αx R0 і αx L0 дані для правозаходних фрез. Для левозаходних фрез значення кутів необхідно поміняти місцями. Значення кутів і дані для фрез з гвинтовими стружковими канавками і з переднім кутом 0 °. 2. Фрези типу 2 можуть бути виготовлені з прямими осьовими стружковими канавками, при цьому: ctg αx R0 = ctg αx L0 = ctg 20 ° cos γm0. Таблиця 3 ПріложеніяРазмери в мм
Додаток 2 (рекомендований). Розрахункові розміри і призначення фрез
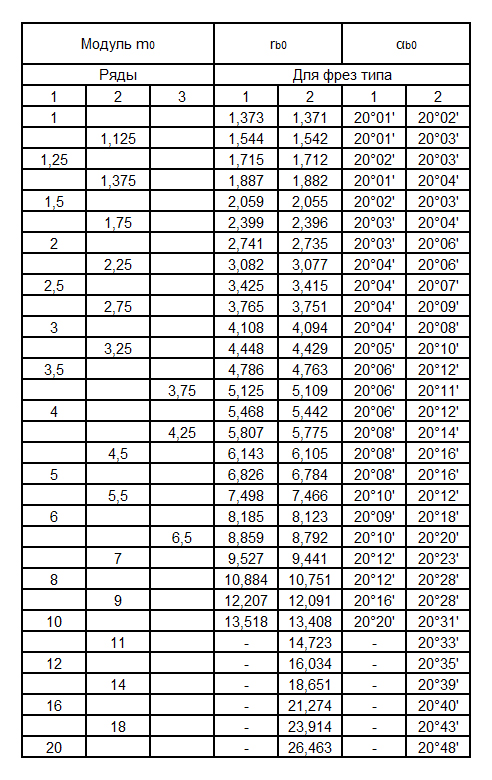
Додаток 2 Рекомендований 1. Розрахункові розміри фрез наведені на кресленні і в табл.1-2 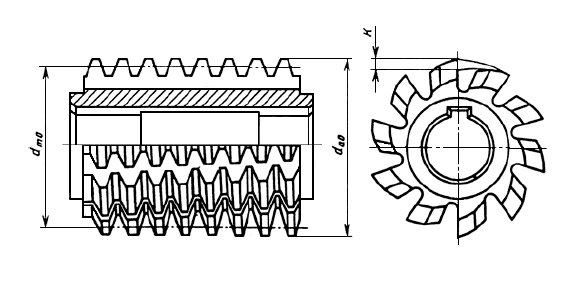
Таблиця 1 Додатку 2
(Img) Розміри в мм
* Розмір для довідок γm0 - кут підйому витка; αm0 - кут нахилу стружкових канавок Pz - хід гвинтовий стружкової канавки.
Таблиця 2 Додатка 2(Img) Розміри в мм
(Змінена редакція, Зм. N 1). 2. Розміри фрез в перерізі, дотичному до основного циліндра, наведені в табл.3-4.
Таблиця 3 Додатка 2Размери в мм
Таблиця 4 Додатка 2Размери в мм
3. Рекомендоване призначення фрез зазначено в табл.5.
Клас точності фрези Для коліс ступенів точності по ГОСТ 1 643 ААА 5; 6 АА 7 А 8 В 9 З 10 D 11
Для нарізування зубчастих коліс комбінованих ступенів точності клас точності фрези рекомендується вибирати за нормами плавності ГОСТ 1643. (Змінена редакція, Зм. N 1). Додаток 3. (Виключено, Змін. N 1).
Додаток 4 (обов'язковий). Відповідність цього стандарту стандарту ІСО 2490-95
Додаток 4 Довідковий Розміри черв'ячних чистових фрез для циліндричних зубчастих коліс з евольвентним профілем, встановлені в цьому стандарті, повністю охоплюють номенклатуру фрез по стандарту ІСО 2490-75 і наведені в табл.2. Додатково стандарт містить розміри прецизійних фрез, збірних фрез, технічні вимоги до черв'ячним фрез: вимоги до матеріалу, термообробці, до точносних параметрами фрез, до надійності, до правил приймання, методів контролю фрез, до маркування, пакування, транспортування і зберігання. (Введено додатково, Змін. N 2). Електронний текст документ підготовлений ЗАТ "Кодекс" і звірений по офіційне видання М .: ІПК Видавництво стандартів, 1996.
Завантажити ГОСТ 9324-80
(PDF)
